

聚酰亚胺薄膜厚度均匀性分析
摘要:聚酰亚胺薄膜(Polyimide Film),简称PI薄膜,是世界上最好的绝缘类高分子材料,本文简单论述了聚酰亚胺薄膜的生产工艺,并重点分析了厚度均匀性对薄膜力学性能、电气性能的影响以及测试和改进方法。
关键词:聚酰亚胺薄膜、厚度均匀性、测厚技术
聚酰亚胺薄膜(Polyimide Film),简称PI薄膜,是世界上最好的绝缘类高分子材料,由于聚酰亚胺分子中包含十分稳定的芳杂环结构单元,因而此类薄膜具有较高的热稳定性、拉伸强度,较低的线性膨胀系数,适宜的弹性模量以及优良的耐高低温性、绝缘性、耐介质性等其他高分子材料无可比拟的优异性能,被誉为“黄金薄膜”。正因如此,它广泛的应用于电气电子领域(柔性印刷电路板FPC、自粘带、电缆绝缘材料等)、航空航天领域、太阳能光伏领域、电子产品领域(手机、电脑、音响等)以及条形码、雷达、防火罩等其他方面。
1、聚酰亚胺薄膜的生产工艺
聚酰亚胺薄膜的制取根据工艺的不同分为浸渍法、流延法和流延拉伸法。浸渍法是最为传统的方法之一,在铝箔底材上浸渍聚酰胺酸溶液,通过烘焙干燥形成聚酰胺酸薄膜。将底材连同薄膜放入高温烘焙炉进行脱水亚胺化反应,后经剥离、切边、收卷、酸洗、水洗、干燥即可制得聚酰亚胺薄膜。该种方法的生产工艺和操作最为简单,但制成薄膜厚度均匀性和机械强度较差,很难达到高性能薄膜的质量要求。流延法是将聚酰胺酸溶液通过流延嘴流延到下方运行的不锈钢带上,经干燥道干燥成型为具有自支持性的凝胶状膜。将此凝胶状膜从刚带上剥离下来进行高温亚胺化、收卷即制得聚酰亚胺薄膜,此法制取的薄膜均匀性和机械性能获得了显著提高。流延拉伸法与流延法不同之处在于收卷前,增加了一道双轴拉伸工序,这种变化不仅大幅提升了薄膜的物理性能,电气性能、热稳定性也大为改观。分析聚酰亚胺薄膜市场发展趋势,微电子领域将成为最具潜力的应用领域之一,其轻量化、精细化要求必然带动电子工程用(电子级)聚酰亚胺薄膜的大规模生产,为达到高品质要求,流延法和流延拉伸法将会成为行业普遍的制备方法并在实践中得到进一步改进。
2、聚酰亚胺薄膜厚度均匀性
柔性印刷电路板(FPC)是目前聚酰亚胺薄膜应用的重点领域之一,FPC的最大特点在于它可在三维空间中可任意移动、弯曲、折叠、伸缩,因而要求其基材聚酰亚胺薄膜既轻又薄,并具备优良的拉伸性能和绝缘性。国家标准GB 13555-92《印制电路用挠性覆铜箔聚酰亚胺薄膜》和GB/T 13542.6-2006《电气绝缘用薄膜第6部分:电气绝缘用聚酰亚胺薄膜》亦对聚酰亚胺薄膜的厚度、拉伸剥离性能、电性能等性质作出了明确规定。而GB/T 13542.6-2006更是把聚酰亚胺薄膜按标称厚度(μm)分为7.5、13、20、25、40、50、75、100、125九类,并针对各类材料分别提出了相应的拉伸强度、断裂伸长率和交流电气强度的数值要求。由此可见,厚度在众性能标准中是一项基础且关键的指标,对薄膜物理性能的稳定和后续工序的运转有着重要意义。首先,薄膜厚度的均匀性在一定程度上影响其力学性能。当聚酰亚胺薄膜厚度低于20μm时,其横纵向拉伸强度和断裂伸长率呈现与厚度正相关的发展趋势,而当厚度大于20μm时,其横纵向拉伸强度和断裂伸长率趋于稳定。第二,薄膜厚度的均匀性与交流电气强度性能密切相关。当聚酰亚胺薄膜厚度在20-25μm时,交流电气强度达到最高值——200V/μm及以上,当聚酰亚胺薄膜厚度小于20μm或高于25μm时,其交流电气强度均有所下降,二者关系的整体趋势呈山峰状。第三,薄膜厚度的均匀性较差会大大降低后期收卷质量和效率。第四,薄膜厚度均匀性的问题会引起生产成本的非正常增加,从而在一定程度上降低产品的市场竞争力。
3、聚酰亚胺薄膜厚度测试
鉴于聚酰亚胺薄膜的厚度均匀性对应用效果、生产成本的重大意义,监测、控制聚酰亚胺薄膜的厚度均匀性已成为工业生产中重要的、不可或缺的环节。在所有监测方法中,“在线实时监测+离线抽样检测”模式是目前企业中最为典型和有效的厚度控制方案。
在线实时监测方便快速、及时的获取批量薄膜的厚度数据,如若发现与规定的数值偏差波动较大,可及时停止生产线运转,排查问题所在。常见的在线测厚技术有射线技术、近红外技术等。射线测厚技术采用放射性同位素原理,根据使用的放射源不同,分为β射线、X射线和γ射线几种形式,这种方法性能稳定、精度高、受电磁干扰小,缺点在于射线源具有放射性,会对操作者人身造成伤害,另外放射源需要定期更换,费用昂贵。近红外测厚技术是利用不同物质对近红外领域(1.3~3.0μm)光线的吸收特性连续测量物质厚度的,借助自身特点,可进行单层薄膜厚度、多层薄膜总厚度及各层厚度测量,且近红外光为电磁波,无放射性,操作安全。
在线厚度技术虽然利于在宏观方面把握薄膜厚度的变化情况,但在测试精度的稳定性和测试范围的适应性方面却大大逊色于非在线测厚技术。非在线测试技术分为以机械测厚代表的接触式测量法和非接触式测量法,非接触式测量法包括光学、涡轮、超声波测厚等,涡轮测厚和超声波测厚所使用的仪器均为小型便携式设备,要求试样表面平整光滑,否则易出现较大的数据偏差。光学测厚技术理论上可达到极高的测试精度,但其原理特性对操作环境和维护方法的要求极高,因而使用范围较窄。机械测厚是最传统的测厚方法,测试数据稳定,对试样没有选择性,其最大特点在于接触探头测量前在试样表面施加一定的压力,这样可以有效避免其他非接触测试技术测量表面平整度较差或具有一定弹性的材料时而出现的数据偏差较大的问题。因此机械测厚更适合于聚酰亚胺薄膜厚度均匀性的离线测试。由于机械式测厚仪器的精度取决于测试元件的精度,因而在选购仪器时首先要选择配置高精度的位移传感器的测试仪,这是保证测厚数据精准的必要前提;其次,注意仪器内部电机的质量,因为其运行速度和噪音都会对测试产生一定影响;第三,观察测量头和砧铁的平行度和光洁度(如图1),以减少测试误差的产生。另外,仪器的自动化程度,如自动进样、自动显示厚度最大值、最小值、平均值和统计偏差等特征也是选购仪器的重要参考因素。
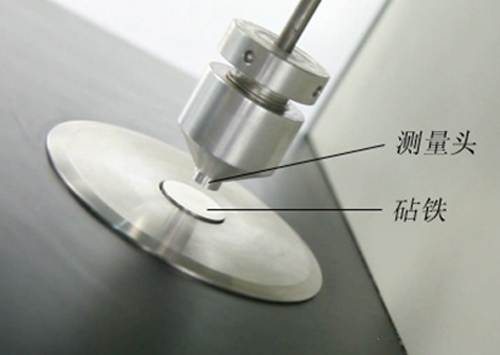
图1.机械测厚
4、聚酰亚胺薄膜厚度均匀性的改进
聚酰亚胺薄膜横向厚度的变化是成品质量下降的主要原因,针对这一问题可有选择的对亚胺化环节之前的凝胶状薄膜纵向薄的部分进行加热调节并在调节期间或调节后对薄膜进行干燥。测量聚酰亚胺薄膜纵向厚度,加热较薄的地方,这种加热一般在胶凝状薄膜干燥工序中进行,因此建议在干燥道出口处装置一个与干燥道加热系统相连的薄膜纵向厚度偏差监控系统,当某一个或几个狭道厚度偏差较大时,厚度偏差监控系统通过发出信号指示对应狭道的加热系统进行温度调节,通过如此反复直到得到适当的厚度为止。当然工业生产中其他因素也会导致聚酰亚胺薄膜厚度均匀性偏差,可通过建立全程厚度测控体系来监测每一生产工艺对聚酰亚胺薄膜均匀性的影响。
聚酰亚胺薄膜的厚度均匀性是保证其各项性能的前提和基础,同时也是企业成本控制的有效切入点之一,通过厚度监测配合工艺改进,可获取薄膜品质和成本兼顾的最佳厚度参数,保障薄膜的最优性能。




